Welcome to our Industrial Air Management Solutions page, where we specialize in Ring Blowers, Centrifugal Blowers, and Vacuum Pumps. Our Ring Blowers offer low-pressure operation with high-volume airflow, making them ideal for applications like pneumatic conveying and aeration systems. For high-pressure needs, our Centrifugal Blowers deliver exceptional performance in industrial ventilation and dust collection. Additionally, our energy-efficient Vacuum Pumps are perfect for laboratory equipment and food packaging.
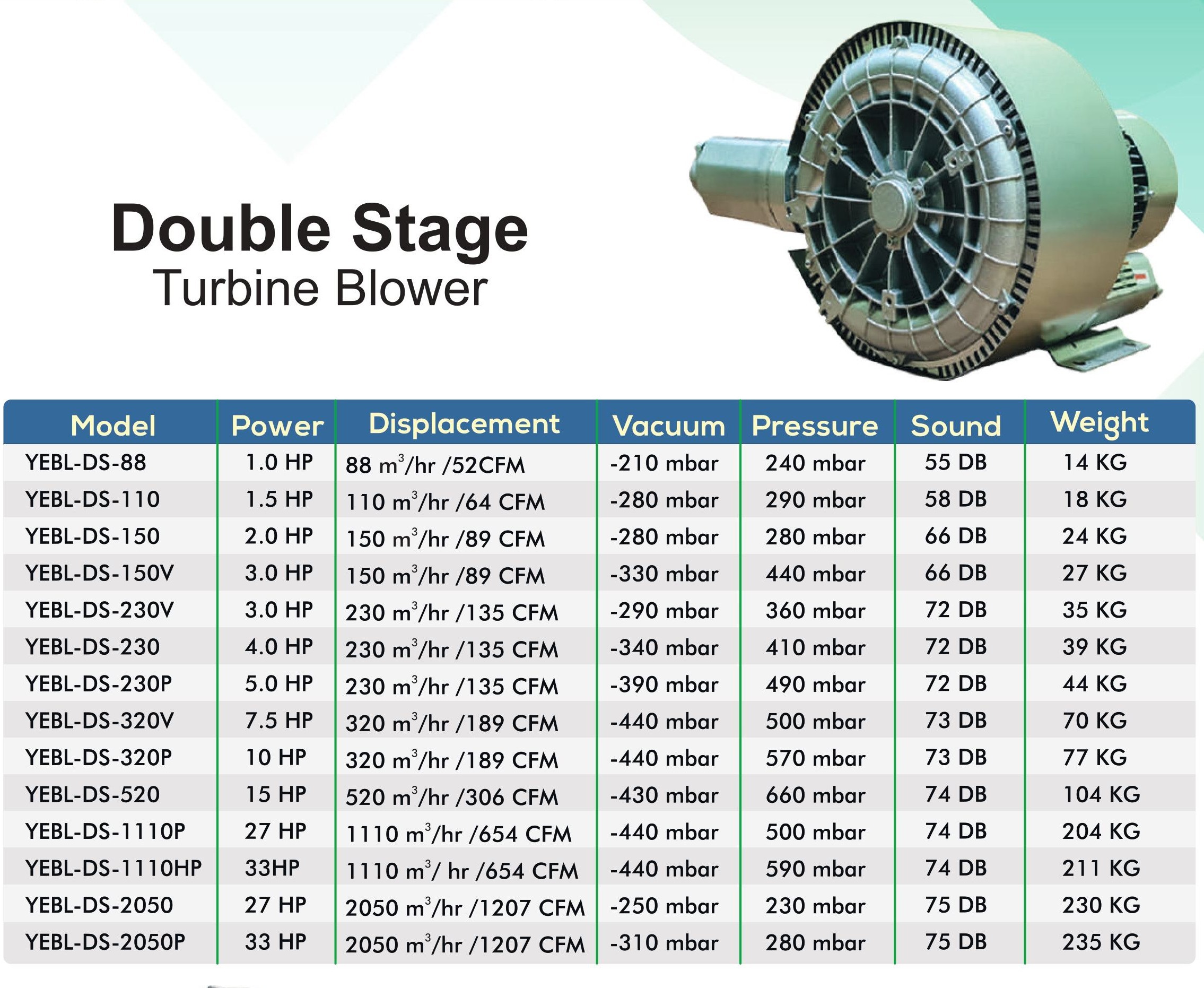
Single Stage & Double Stage Ring Blower
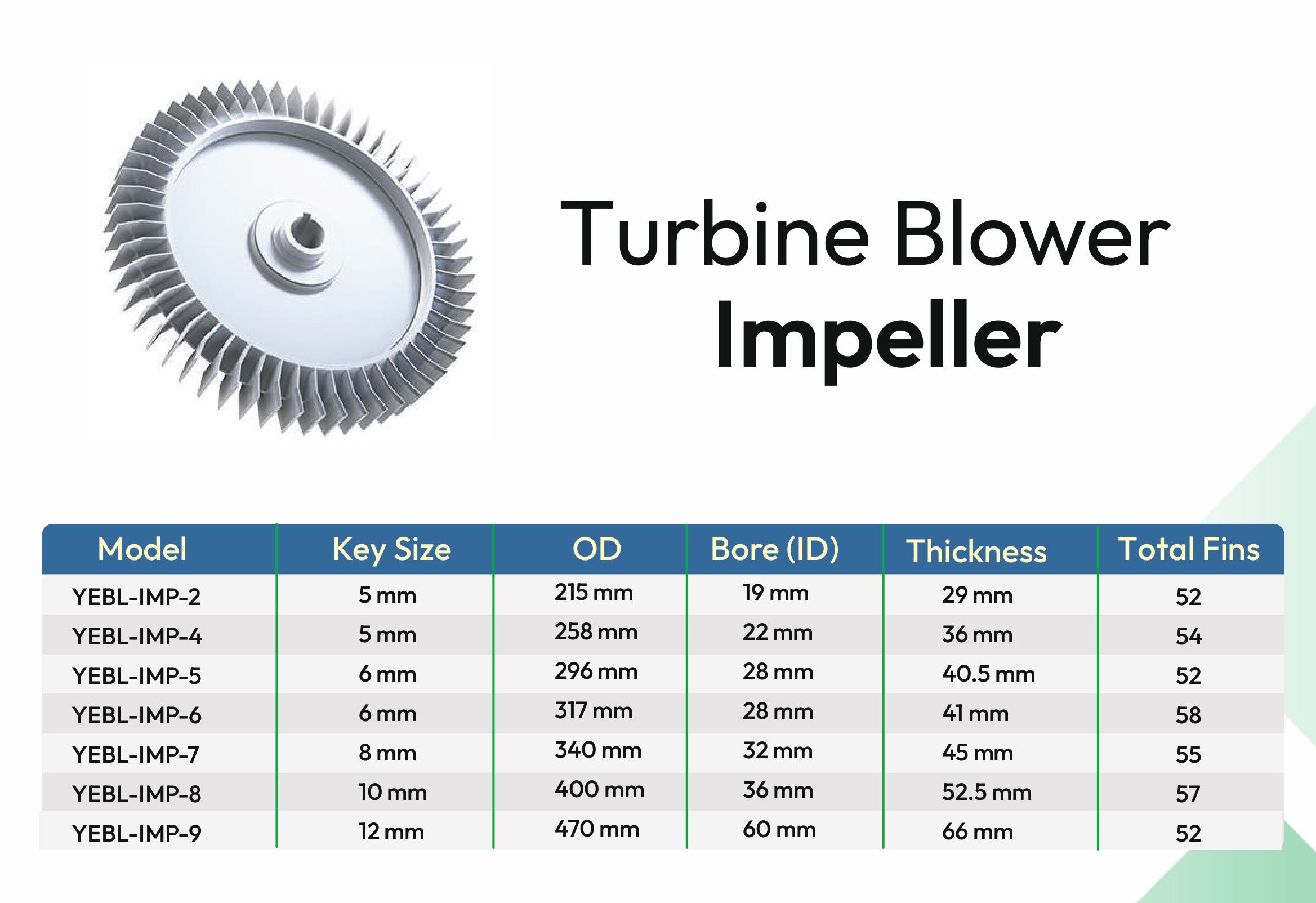
Our high-performance Ring Blowers—also known as Turbine Blowers or Side Channel Blowers—are engineered to deliver reliable, oil-free air movement for a wide range of industrial applications. These blowers are known for their quiet operation, compact design, and long service life, making them an ideal choice for continuous-duty environments.
We offer single-stage and double-stage models in various capacities to suit the demands of different industries such as: 1) Pneumatic conveying 2) Vacuum lifting 3) Aeration in wastewater treatment 4) Packaging and printing 5) Textile machinery 6) CNC machines and laser cutting.
Key Features: 1) 100% Oil-Free Operation 2) Maintenance-Free Design 3) Low Noise & Vibration Levels 4) High Pressure and Vacuum Performance 5) Compact and Space-Saving 6) Suitable for Both Vacuum and Pressure Applications Our blowers are sourced from trusted manufacturers, ensuring consistent quality and long-term performance. Whether you need a blower for suction, pressure, or both, we help you choose the right model based on your application and budget.
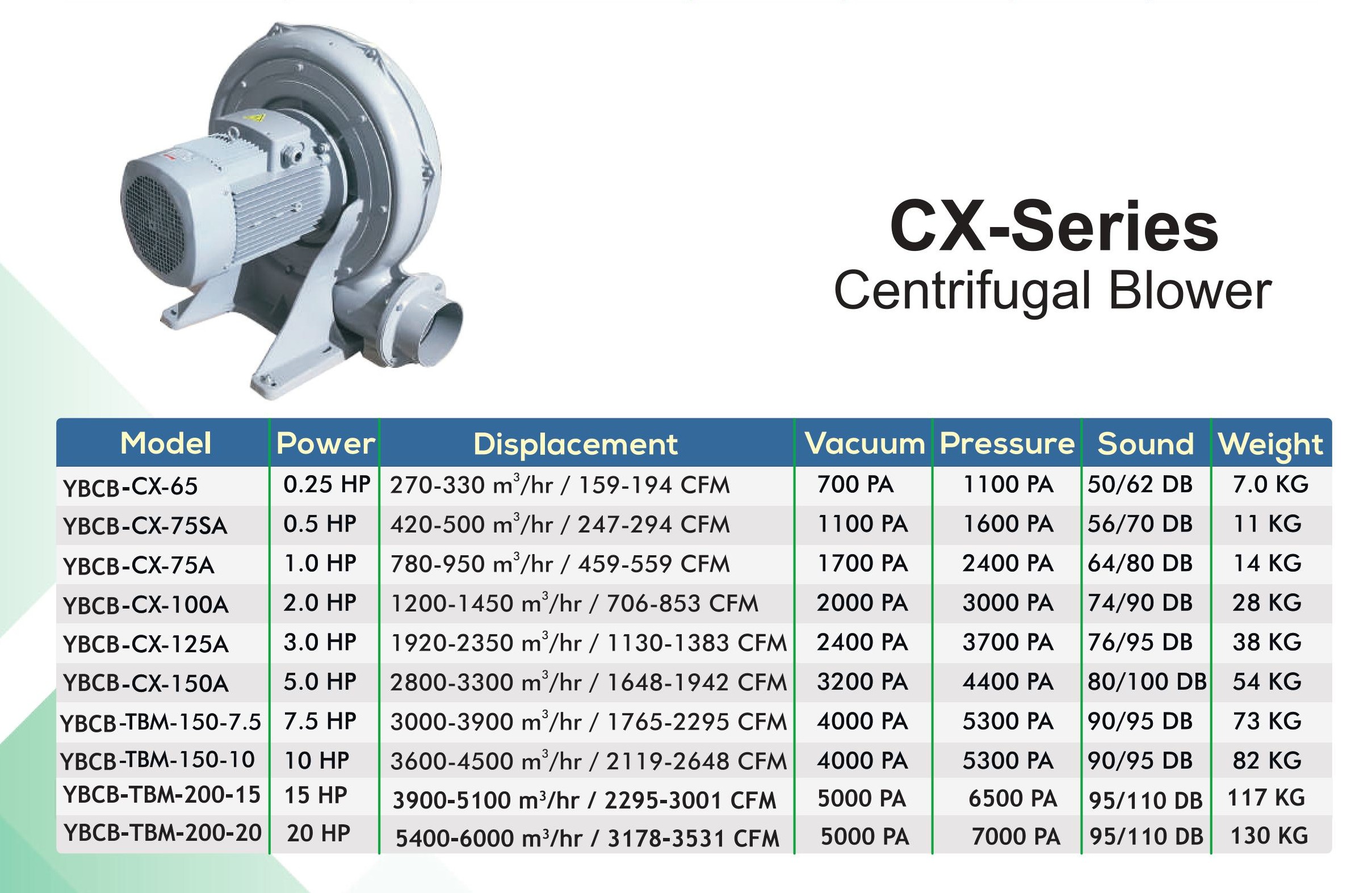
Centrifugal Blowers
High-pressure operation (up to 20 psi)
High-volume airflow (up to 10,000 SCFM)
Efficient energy consumption, durable construction
Applications: industrial ventilation, dust collection, material handling
Vacuum Pumps
Partial vacuum creation (down to 29.9 inHg)
Low noise, compact design, energy-efficient
Applications: laboratory equipment, medical devices, food packaging, pharmaceuticals